
From Tech Centre to The Track
Posted in Technical Members News on 26th May 2026
More akin to delivering projects for world leading manufacturers, CERATIZIT UK & Ireland Project Specialist Stephen Pennington was recently challenged with a STEM project by 11-year-old Max Frisby. As a STEM sponsor for the go-kart racer, the racing prodigy, who had a troublesome exhaust bracket, was invited to CERATIZIT’s Technology Centre in Sheffield to see the bracket reverse engineered, re-designed, and manufactured to enhance track performance and reliability.
The enthusiastic schoolboy stood at a 5-axis machining centre and watched a billet of titanium become a component that bore his name — engraved using a 1mm CERATIZIT ball nose end mill, but that was just the finishing touch. The exhaust bracket for Max’s competition go-kart is as much a story about engineering culture and nurturing the next generation of talent as it is about titanium machining and tooling.
A Rising Star
Living in Motorsport Valley in Northamptonshire, Max’s father, Nev, is a Technical Sales Engineer at CERATIZIT UK & Ireland, and it was Nev who first introduced his son to the exhilarating sport. At Whilton Mill Karting Circuit, a coach spotted the young talent after watching Max for a few laps, telling Nev his son was already matching the fastest kids in the Academy.
Since then, Max has won the Whilton Mill Academy Championship and competed in the Daniel Ricciardo Series (DRS), the UK-recognised national motorsport championship. The young racer now takes part in both the Whilton Mill Club Championship and the Shenington Kart Racing Club Championship. Away from the track, Max competes in STEM Racing — the Formula 1-endorsed programme formerly known as F1 in Schools through his primary school. Max’s school joined specifically because of CERATIZIT UK & Ireland’s existing partnership with STEM Racing UK. The company provides technical expertise, industry judging, and support at national finals — a commitment to the future of the industry.
The Challenge
The exhaust bracket on Max’s competition go-kart operates in a particularly demanding environment. Continuous vibration from a two-stroke engine capable of exceeding 60mph requires the bracket to be both robust enough to secure the exhaust system and resilient enough to prevent cracking at its mounting points. The original bracket on Max’s Iame Waterswift Inter kart was made from steel, essentially pressed sheet metal, comprising two separate parts - the bracket and a mounting plate. During races, the assembly tended to vibrate loose, posing both a reliability risk and a safety concern.
Nev Frisby brought both steel components to Stephen Pennington at the Technology Centre with a straightforward brief: redesign and manufacture as a single titanium part. The over-riding aim was to lower mass and minimise vibration with improved structural integrity whilst also putting the ‘Max Frisby Racing’ brand in a visible location on the kart.
“Nev came to me with the old sheet steel component. He wanted it made of titanium for weight saving, but also for increased strength. I took the old bracket, got my vernier callipers on it, measured it and modelled it on CAD, then merged the two components together to make one solid part.”
Design, Prototype, Programme
With no existing CAD data to reference, Stephen created the 3D geometry solely from hand measurements in Fusion 360, merging the two-piece assembly into a single unified component. Removing the interface between the bracket and its mounting plate eliminated a potential failure point, decreased the number of fasteners from five bolts to three, and made on-kart installation simpler. Once the CAD model was finished, it was exported as a STEP file and 3D printed in PLA on a Bambu Lab X1C using Bambu Studio software. Nev fitted the prototype directly onto Max’s kart to check the geometry and clearances before any metal was cut.
With the design verified and approved, Stephen used Fusion 360 for CAD modelling and hyperMILL from OPEN MIND Technologies for CAM programming, building a complete digital twin of the machining environment. This included the fixture, tooling and machine kinematics — with every toolpath validated through simulation and collision detection before cutting began.
A Made-in-Sheffield Workholding Solution
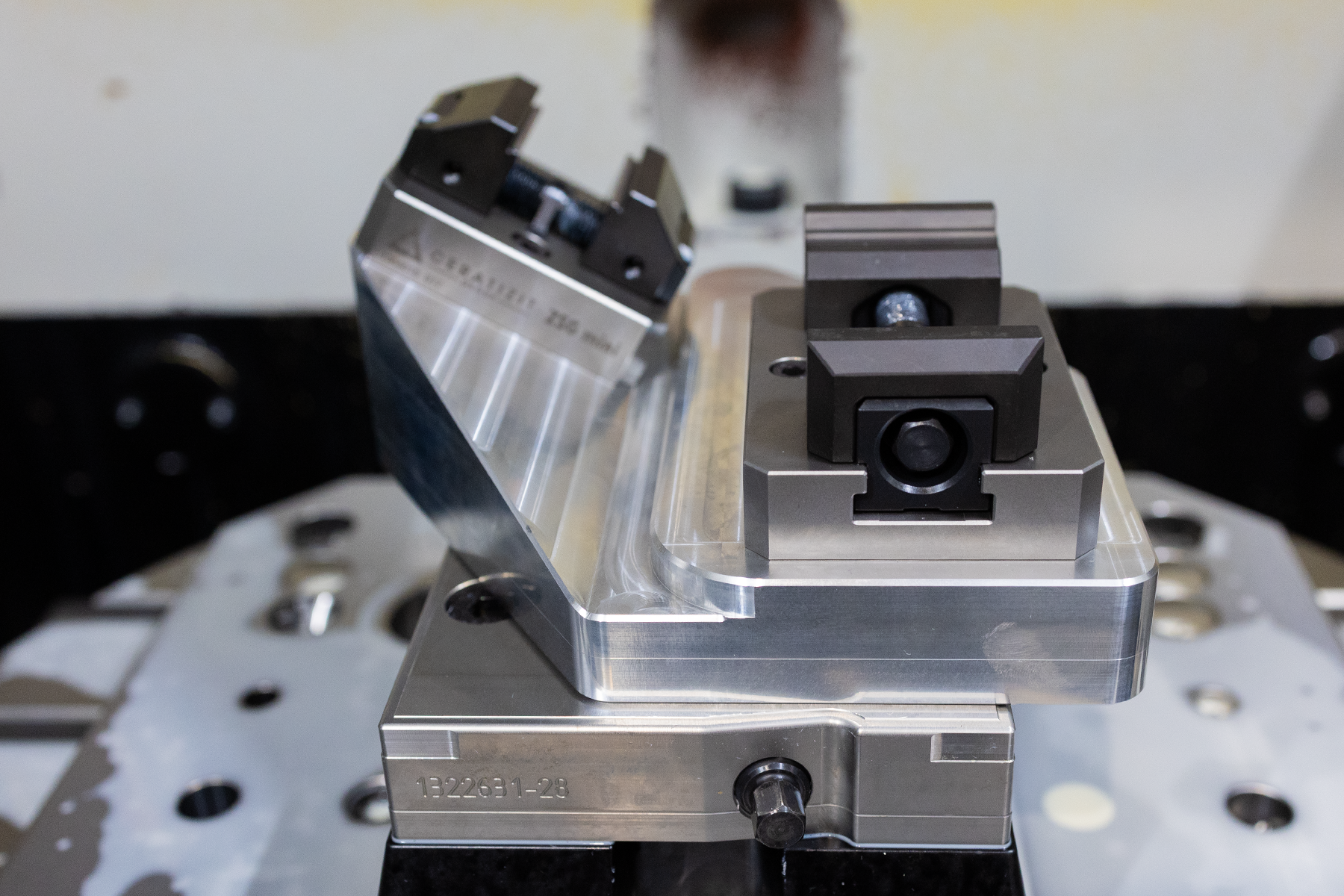
The bracket’s geometry created a workholding challenge, with one angled face and one flat face that required machining in separate operations. For OP 10, standard Gressel ZSG Mini modular workholding products were used. For OP 20, Stephen designed and machined a bespoke aluminium fixture at the Technology Centre. This ‘Made in Sheffield’ solution used two vices to grip both faces simultaneously. The fixture was programmed in hyperMILL, and a 3D-printed trial piece confirmed clamping before loading the titanium billet. With Max present on the day, a seamless setup was crucial, and the custom fixture facilitated this.
ISO-S: Purpose-Built for Titanium
Tool selection was vital to the project’s success. CERATIZIT’s ISO-S MonsterMill range, launched at EMO last year, is a family of solid carbide end mills and drills designed specifically for heat-resistant super alloys, but performs extremely well on titanium too. Stephen had been recommending the range to aerospace clients since its debut; the Max Frisby bracket gave him the chance to demonstrate the performance on the Technology Centre’s own machines.
“I selected the ISO-S range because it’s our new range of solid carbide cutters for heat-resistant super alloys, but it also performs extremely well on titanium, showing its versatility for customers who want one tool to perform across a range of materials and save time and money on tool inventory. I’m always suggesting these tools to customers, but there’s a different feeling when you use them yourself versus watching a customer do it.”
Bulk material removal was performed using a 16mm 6-flute ISO-S trochoidal end mill running at 10% radial stepover to maintain continuous contact and prevent heat build-up in the titanium. A 4-flute ISO-S end mill of the same diameter then followed, switching to conventional roughing at 40% stepover and 1XD machining to speed up stock removal. Contour finishing was completed with a 12mm 8-flute ISO-S finisher at 12mm diameter — the smaller size chosen to reach internal corner radii, before a 1mm ISO-S ball nose engraved the Max Frisby Racing logo and text into the face of the bracket.
The top face was machined using a five insert A211-DC indexable face mill with 3D-printed internal coolant channels routed directly at each cutting edge. “With the A211-DC’s coolant channels pointing directly at the cutting edge, the performance and tool life are extraordinary.”
The CTC5240 titanium-grade indexable insert was paired with the A211-DC for the facing operation, while mounting holes were drilled using WTX-Ti solid carbide drills from the ISO-S range, with a SilverLine chamfer cutter completing the sequence.
Finishing the curved edges on the bracket would have required a ball nose end mill with a 0.2mm step-down — slow and labour-intensive. Stephen chose a barrel mill from the ISO-S range that increased the step-down by ten times to 2mm to reduce cycle time while improving surface finishes. “It’s at least ten times faster using the barrel tool to scan the surfaces.”
The total cycle time across both operations was approximately 2.5 hours. The finished bracket is lighter and stronger than its steel predecessor, integrates two previously separate components into one, carries the Max Frisby Racing identity, and is unlikely to ever vibrate or cause reliability concerns.
Engineering the Next Generation
The Max Frisby Racing project closely aligns with CERATIZIT UK & Ireland’s broader commitment to developing the next generation of engineering talent. Through its STEM Racing partnership, the company provides technical support to student teams, judges secondary school events, and produces precision trophies for the national finals. Max’s primary school became part of the programme because of that relationship. When a young driver stands at a machining centre and watches his name being engraved into titanium, the gap between engineering as a classroom subject and engineering as a career disappears entirely.
Photos


Find a BTMA Member
Scroll to zoom in on map
