
5-axis mill-turn centre installed for titanium aero engine component production
Posted in Technical Members News on 24th Jun 2019
Silcoms, a niche UK supplier to the aerospace industry of nickel alloy, titanium, stainless steel and aluminium aero engine ring components and assemblies including seals, shrouds, segments and casings, was awarded an additional contract last year (2018) to supply a complex rotating fan seal for a large civil aircraft engine programme.

Additional capacity was needed at Silcoms' Bolton factory to cope with the increased workload. While researching and installing the new equipment, managing director Jim Hill took the opportunity to develop a new process route to speed production of the rotational titanium parts while maintaining the tight tolerances needed.
The new method of manufacture hinges on the use of a German-built Hermle C 50 UMT 5-axis machining centre fitted with a torque table for carrying out in-cycle turning operations. The machine, supplied by Kingsbury, the sole sales and service agent in the UK, Ireland and Middle East, now performs three operations in two set-ups that previously required five operations on three different machines. Floor-to-floor time is drastically reduced and fewer set-ups mean that the risk of accumulative tolerance error is minimal.
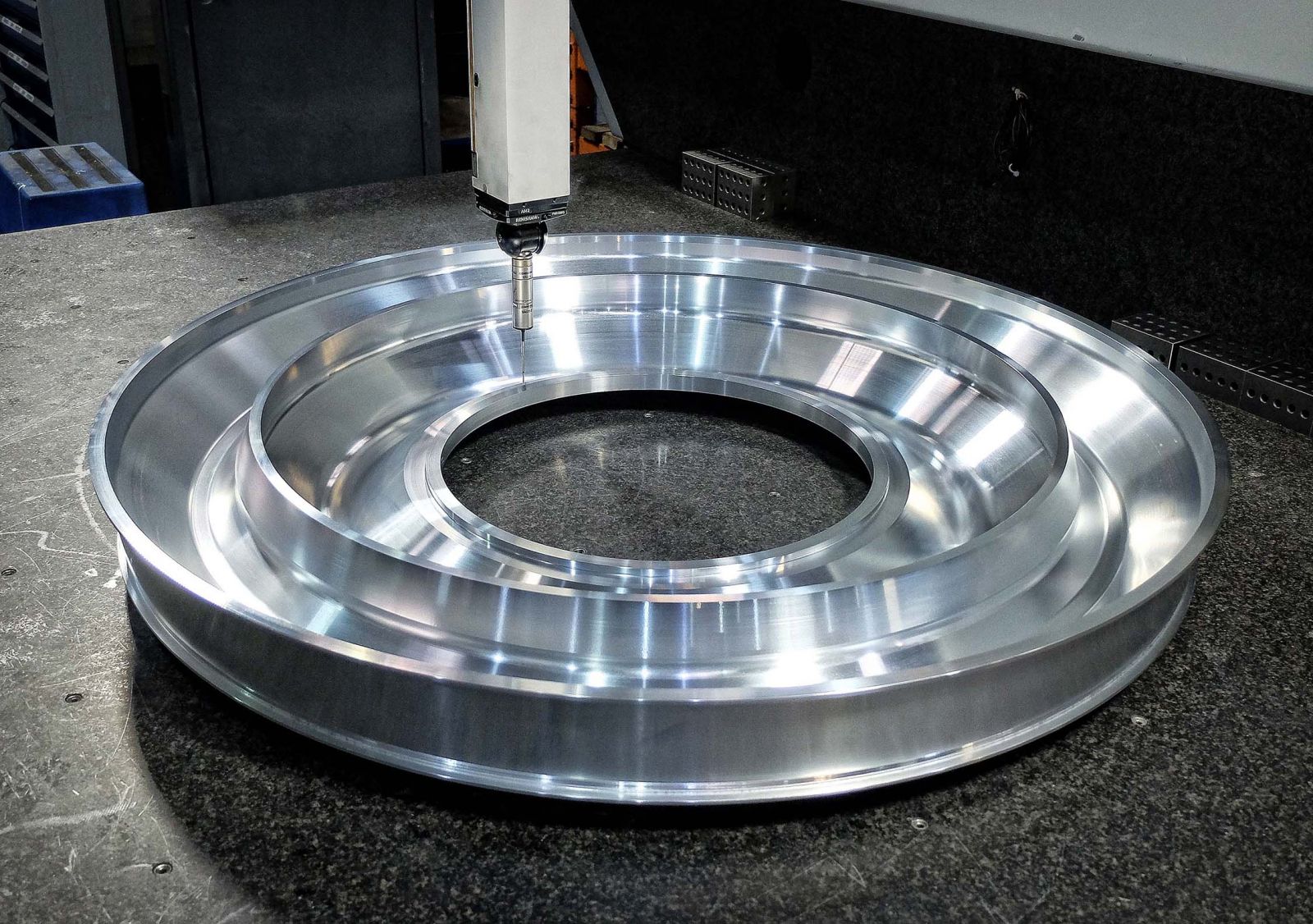
Machined from a titanium forging, the 1,015 mm diameter fan seal has to be turned to a final wall thickness of 3 mm. It is crucial to control dimensional accuracy as well as to avoid distortion.
After a number of preparatory machining stages, the Hermle mill-turn centre completes the next five operations in two set-ups over 20 hours. Semi-finish and finish turning have been compressed into one operation on each side. During the second clamping on the Hermle, turned and milled features are completed. These prismatic cycles were formerly performed on a different 5-axis machining centre on site. Critical dimensional features are held to ± 20 microns over the full diameter of the part.
Post operations remain the same, namely balance testing and machining to correct any imbalance, surface treatment and final turning to restore the seal surface.
Mr Hill commented, "Consolidating turning and milling on one machine has significant benefits for us. Apart from a reduction in component handling and an improvement in accuracy, it lowers the lead-time for converting a titanium forging into a finished seal and reduces the total number of tools we need.

"Around 90 per cent of machining on the Hermle is turning, so we wanted to be sure that the torque table on the C 50 UMT was up to the task, bearing in mind titanium is a tough material to cut.
"A demonstration at Hermle's factory in Gosheim convinced us that the machine was ideal for the task, added to which the manufacturer has an excellent reputation for quality, reliability and service, as does the UK agent, Kingsbury."
He also advised that it is possible to optimise the turning conditions by fully utilising the 5-axis capability of the Hermle. As aerospace parts are being designed with ever more complex features, such capability and versatility is strategically important.
Specification of the Hermle C 50 UMT includes a 12,000 rpm / 56 kW / 356 Nm spindle, wide trunnion swivel range of +100 / -130 degree, 500 rpm torque table, 1,000 x 1,100 x 750 mm axis travels, and 6 m/s2 acceleration in each axis to 60 m/min rapid traverse in X and Y, 55 m/min in Z. Absolute measurement of all axis positions is fed back to the Siemens Sinumerik 840D control.
Find a BTMA Member
Scroll to zoom in on map
